



#数控钢筋剪切镦粗套丝生产线黔东南#-全国直销
比如您购买的弯曲机能弯曲大直径在12毫米的钢筋,但却要用该机弯曲直径在13毫米甚至更大直径的钢筋,岂知这对弯曲机的弯曲辊、机身构造和电机等都会造成严重的损害。轻者需要对有关配件进行更改,重者会造成机器的报废,所以奉劝客户朋友请严格按照机械设备的操作规范进行正确的使用。

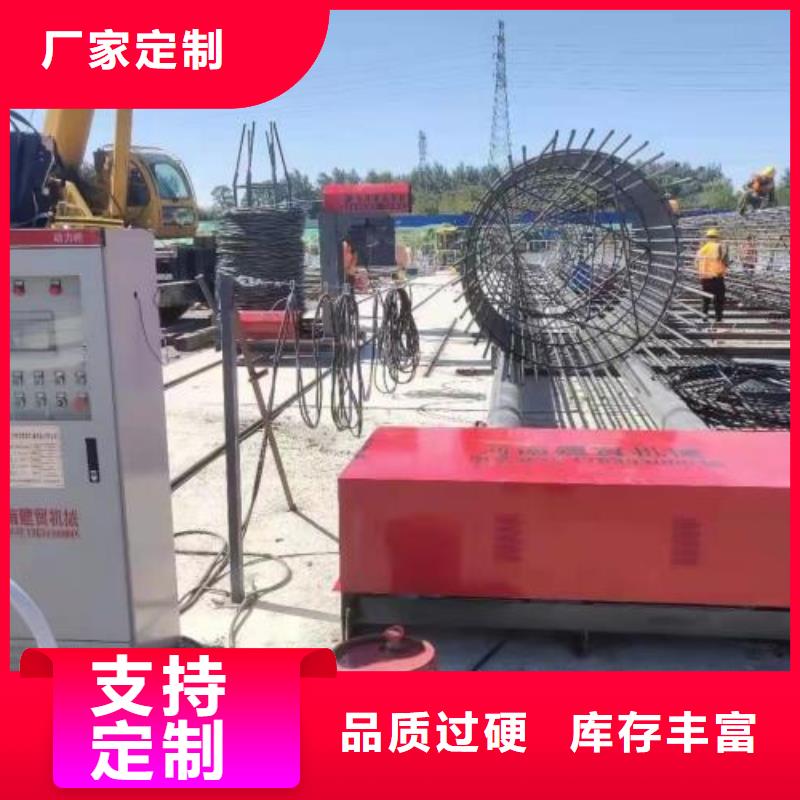
切线泵)是符合标准性能要求的消防泵,研制开发成功、 产品经消防装备质量监督检验中心检测、各项指标合格、并推向市场在工程中得到应用的当推切线泵。切线泵由中国建筑西北设计研究院提供技术参数及应用条件,航天工业总公司十一研究所研制。当时的着眼点在于设计一种流量~扬程曲线接近一条平滑直线的泵,可用于高层建筑消防给水设计中为理想的水泵,以解决消防泵小流量或零流量运转时产生的超压问题,但在同时也考虑了消防用泵的其它要求。因此切线泵过流部件选用不锈钢和铝合金制造,泵与电机共轴直连,具有结构紧凑,占地面积小,运转平稳、机械密封可靠、噪声小、可靠性高、维护方便、使用寿命长等特点。当然,一切事物都是一分为二的。切线泵也存在缺点,如:效率偏底、功率偏大。尽管消防泵不十分强调效率,但这毕竟影响电气设备装机容量。再如流量值现限于40L/s,对于消火栓给水系统和自动喷水灭火系统共用消防水泵时,流量值偏小。 相信通过工程实践应用和进一步努力,这些问题是不难解决的。数控钢筋锯切套丝生产线加工过程-组图的集电气、液压、气动为一体的产品,可完成钢筋直径12~50mm,强度HRB335、HRB400、HRB500的锯切、剥肋、套丝的功能,实现了三个工位的在线连续生产,减少了物料二次落地,降低了劳动强度,具有锯切效率高、套丝、节能省料、操作简单等特点。
不管再结实的全自动钢筋弯曲中心,也经不起“连轴转”似的生产,这很容易其机体结构出现”疲劳“,机体结构变形、弯曲辊出现裂纹与电机过热等现象。所以在使用弯曲进行钢筋弯曲作业时,应让其“劳逸结合”,切勿进行满负荷的连续生产
切线泵)是符合标准性能要求的消防泵,研制开发成功、 产品经消防装备质量监督检验中心检测、各项指标合格、并推向市场在工程中得到应用的当推切线泵。切线泵由中国建筑西北设计研究院提供技术参数及应用条件,航天工业总公司十一研究所研制。当时的着眼点在于设计一种流量~扬程曲线接近一条平滑直线的泵,可用于高层建筑消防给水设计中为理想的水泵,以解决消防泵小流量或零流量运转时产生的超压问题,但在同时也考虑了消防用泵的其它要求。因此切线泵过流部件选用不锈钢和铝合金制造,泵与电机共轴直连,具有结构紧凑,占地面积小,运转平稳、机械密封可靠、噪声小、可靠性高、维护方便、使用寿命长等特点。当然,一切事物都是一分为二的。切线泵也存在缺点,如:效率偏底、功率偏大。尽管消防泵不十分强调效率,但这毕竟影响电气设备装机容量。再如流量值现限于40L/s,对于消火栓给水系统和自动喷水灭火系统共用消防水泵时,流量值偏小。 相信通过工程实践应用和进一步努力,这些问题是不难解决的。数控钢筋锯切套丝生产线加工过程-组图的集电气、液压、气动为一体的产品,可完成钢筋直径12~50mm,强度HRB335、HRB400、HRB500的锯切、剥肋、套丝的功能,实现了三个工位的在线连续生产,减少了物料二次落地,降低了劳动强度,具有锯切效率高、套丝、节能省料、操作简单等特点。
 #数控钢筋剪切镦粗套丝生产线黔东南#-全国直销
#数控钢筋剪切镦粗套丝生产线黔东南#-全国直销

本产品原料存储架采用大吨位存储,并可与棒材自动上料机配合使用,实现上一个循环尚未结束时即可 进行下一步配料,以节省循环周期;全自动送料辊道,避免原料的二次搬运;钢筋的输送、翻转、传递等全部由机械完成,大幅度提高了效率;钢筋输送滚采用 V 型耐磨辊进行,达到了耐磨、减噪音、寿命长等特点;缩径、滚丝主机头实现了自动卸料、送进、缩径、滚丝等功效。该设备可以根据现场实际情况和**监理要求增加镦粗、打磨或储备料仓等设备无缝对接,实现全自动流程,无需人工干预。建贸机械厂家数控钢筋锯切生产线原理:数控钢筋锯切生产线采用自动输送平台,采用160MM的无缝管,输送轮数量也有所增多,输送轮加粗加大,接触面更大,输送力更强,输送速度快一倍,大大提高了工作效率,其他家是110MM的有缝管.定尺板和下料板一体的,加厚到20MM,力度强,更稳固,定尺精度高,下料更快,其他家只有16MM,采用的是45号钢,抗冲击强。
套丝生产线PLC控制,可设置钢筋数量、规格等,具备记忆、存储功能。 数控液压钢筋剪切套丝生产线介绍: 1、该机引进欧洲设计理念,经消化吸收并结合国内钢筋实际加工情况而研发的一种新型率钢筋剪切设备,用于棒材钢筋的切断。 2、通过变频电机驱动丝杠机构来调整剪切刀口与定位挡板之间的距离,采用编码器测量,定尺精度高,可达±2mm,可剪切各种长度的钢筋。 数控钢筋锯切套丝生产线主要设备特点: A 整体技术采用国际领先技术,具有国际先进水平,国内领先; B. 原料存储架采用大吨位存储,为了提率可在上一个循环尚未结束时即可进行下一步配料,以节省循环周期; C. 缩径动力采用大功率、液压系统完成各步工序; D. 钢筋的输送、翻转、传递等全部由机械完成,大幅度提高了效率; E. 滚丝主机选用国内进主机头,采用先进工艺完成钢筋的输送、翻转、定位、传递等功能,终自动滚丝成型; F. 钢筋输送滚采用 V 型耐磨辊进行,达到了耐磨、减噪音、寿命长等特点; G. 缩径、滚丝主机头实现了自动夹紧、送进、缩径、滚丝等功效;